
 Deutsch
Deutsch Русский
Русский Español
Español Français
Français 한국어
한국어 日本語
日本語
Sintered Neodymium Iron Boron (NdFeB) magnets, discovered in the 1980s, are the third generation of rare-earth permanent magnets. Composed primarily of Neodymium (Nd), Iron (Fe), and Boron (B) with the tetragonal crystalline structure Nd2Fe14B, they are widely renowned in the industry as the "Magnet King."
Their defining characteristics include the highest maximum energy product (BHmax), high remanence (Br), and exceptional intrinsic coercive force (Hcj) commercially available today, making them an indispensable component in modern high-tech industries.
1. Typical Applications and Uses
Due to their unparalleled magnetic strength, sintered NdFeB magnets allow for extreme miniaturization and weight reduction of modern equipment. The primary applications include:
- Electric Motors & Generators: Permanent magnet synchronous motors (PMSM) for electric vehicles (EVs), wind turbine generators, and industrial servo motors.
- Acoustic Devices: High-fidelity loudspeakers, headphones, and micro-receivers.
- Magnetic Transmission: Contactless magnetic couplings and magnetic gears used in chemical pumps, agitators, and robotics.
- Medical & Electronics: MRI machines, Voice Coil Motors (VCM) in hard disk drives, and precision magnetic sensors.
2. The Manufacturing Process: Orientation and Forming
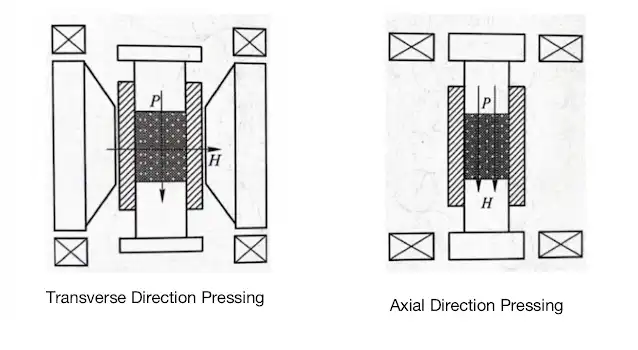
Sintered NdFeB is manufactured using a complex powder metallurgy process. Among the many steps—including melting, milling, sintering, and machining—Magnetic Field Orientation and Forming is the most critical step for determining the magnet's anisotropic properties.
After the alloy is milled into a fine powder (around 3 to 5 microns), the powder is placed into a mold and pressed under high pressure. Simultaneously, a strong external magnetic field is applied. This aligns the crystal axes of the individual powder particles in the same direction. This orientation process ensures that the finished magnet will possess maximum magnetic strength in that specific aligned direction, a property known as anisotropy.
3. NdFeB Performance Grade List Explained
NdFeB magnets are classified by their magnetic strength and temperature resistance. A typical grade looks like "N45SH". Here is how to read the grade:
The Number (e.g., 35 to 52):
Represents the Maximum Energy Product (BHmax) in Mega-Gauss Oersteds (MGOe). A higher number means a stronger magnet.
The Suffix (Temperature Rating):
Indicates the maximum operating temperature based on the material's intrinsic coercivity.
- (No suffix): Standard, up to 80°C (176°F)
- M: up to 100°C (212°F)
- H: up to 120°C (248°F)
- SH: up to 150°C (302°F)
- UH: up to 180°C (356°F)
- EH: up to 200°C (392°F)
- AH: up to 230°C (446°F)
4. Mechanical Properties and Handling
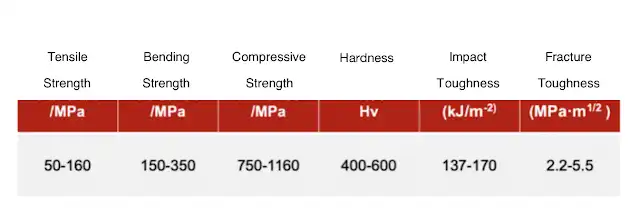
While magnetically supreme, sintered NdFeB is mechanically problematic. It behaves like a hard but very brittle ceramic material.
- Brittleness & Machinability: It has low tensile strength and is prone to chipping and cracking upon impact. Therefore, conventional machining methods cannot be used. Shaping the magnet requires diamond-tool grinding, slicing, or wire EDM (Electrical Discharge Machining).
- Assembly Warning: When handling large neodymium magnets, severe pinching hazards exist. If two magnets are allowed to snap together from a distance, they can easily shatter into sharp shrapnel due to their own strong magnetic attraction combined with their brittleness.

5. Weight Loss Test (HAST / PCT) and Anti-Corrosion
Because sintered NdFeB contains a high proportion of iron and neodymium, it is highly susceptible to oxidation and corrosion.
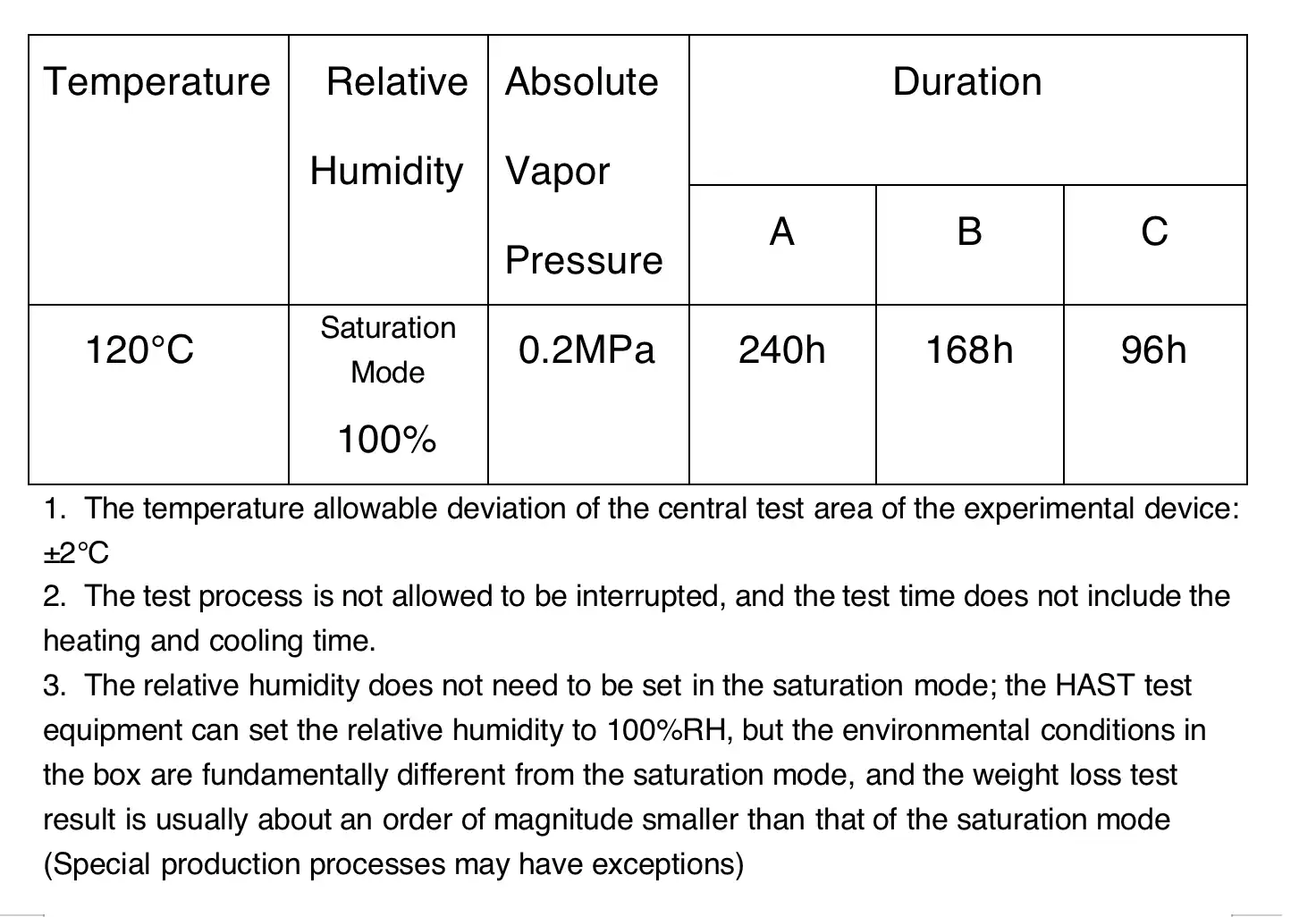
To evaluate the durability of the magnet's internal structure, manufacturers conduct the HAST (Highly Accelerated Stress Test) or PCT (Pressure Cooker Test). The magnet is placed in a high-temperature (e.g., 130°C), high-humidity (95% RH), and high-pressure environment for a specified time (e.g., 96 or 168 hours). The "Weight Loss" is then measured in mg/cm². Premium low-weight-loss NdFeB magnets (Weight Loss < 2~5 mg/cm²) are essential for demanding applications like EV motors.
To further prevent corrosion in daily use, surface coatings are mandatory. Common plating options include Ni-Cu-Ni (Nickel), Zinc (Zn), and Epoxy resin, which should be chosen based on the specific operating environment.